 [기계공학] 기계공작법에 대해
[기계공학] 기계공작법에 대해















[기계공학] 기계공작법에 대해

학과: 기계공학과 실습자성명: 학번:
1. 밀링실습제품의 형상오차 측정
1) 사용기기
- 경사각 및 직각도 : 형상측정기(Profile Project)
- 평행도 : 다이얼 인디게이터(Dial Indicater)
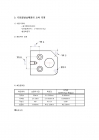
120°21′28″
2) 측정위치 도면
3) 측정결과값
측정형상
도면치수값
측정값
오차값
|f도면치수값-측정값|
비고
경사각A
30°
30°21′28″
21′28″
다른 각 측정값-90
직각도B
90°
90°09′44″
09′44″
평행도A,B
18mm
A=17.156mm
B=17.309mm
|A-B|
0.153mm
형상측정기사용
평행도
(바닥면에대한)
0 - 1
인디게이터로 측정
평행의 최대 오차값
0.002mm
(눈금1당 0.002mm)
4) 측정결과 사진
5) 오차의 원인과 해결책
오차의 원인을 세 가지 이유로 생각해 보면
1.제조상에서의 원인 : 밀링 작업시 제대로 제조하지 못 했을 경우(커터의 마모등 포함)
해결방법 -] 기계의 사용법을 숙지하고, 치수를 정확히 안다.
2.측정상에서의 원인 : 형상측정기에 시료를 제대로 고정하지 않았거나 혹은 바늘로 경사를 읽어들이는 도중에 오류가 있었을 수 있다.
해결방법 -] 시료를 고정축에 평행하게 단단하게 고정하고, 바늘을 시료표면에 정확히
맞댄다.
3.제품상에서의 원인 : 제조 후 시료 가장자리의 마모 등에 의해 제조, 측정시에 오차가 없었더라도 정확한 값이 나오지 않았을 수도 있다.
2. 선반재품의 오차 측정
1) 사용기자재
- 벤치센터 : 양 센터거리 200mm
- 공구현미경(40X)
-형상측정기
2) 측정위치 도면
163°12′12″
3) 측정결과값
측정형상
도면치수값
측정값
오차값
|도면치수값-측정값|
직경값
¢22
19.466
2.534
....
1. 밀링실습제품의 형상오차 측정
1) 사용기기
- 경사각 및 직각도 : 형상측정기(Profile Project)
- 평행도 : 다이얼 인디게이터(Dial Indicater)
120°21′28″
2) 측정위치 도면
3) 측정결과값
측정형상
도면치수값
측정값
오차값
|f도면치수값-측정값|
비고
경사각A
30°
30°21′28″
21′28″
다른 각 측정값-90
직각도B
90°
90°09′44″
09′44″
평행도A,B
18mm
A=17.156mm
B=17.309mm
|A-B|
0.153mm
형상측정기사용
평행도
(바닥면에대한)
0 - 1
인디게이터로 측정
평행의 최대 오차값
0.002mm
(눈금1당 0.002mm)
4) 측정결과 사진
5) 오차의 원인과 해결책
오차의 원인을 세 가지 이유로 생각해 보면
1.제조상에서의 원인 : 밀링 작업시 제대로 제조하지 못 했을 경우(커터의 마모등 포함)
해결방법 -] 기계의 사용법을 숙지하고, 치수를 정확히 안다.
2.측정상에서의 원인 : 형상측정기에 시료를 제대로 고정하지 않았거나 혹은 바늘로 경사를 읽어들이는 도중에 오류가 있었을 수 있다.
해결방법 -] 시료를 고정축에 평행하게 단단하게 고정하고, 바늘을 시료표면에 정확히
맞댄다.
3.제품상에서의 원인 : 제조 후 시료 가장자리의 마모 등에 의해 제조, 측정시에 오차가 없었더라도 정확한 값이 나오지 않았을 수도 있다.
2. 선반재품의 오차 측정
1) 사용기자재
- 벤치센터 : 양 센터거리 200mm
- 공구현미경(40X)
-형상측정기
2) 측정위치 도면
163°12′12″
3) 측정결과값
측정형상
도면치수값
측정값
오차값
|도면치수값-측정값|
직경값
¢22
19.466
2.534
....

-
[기계공작법] 4대 기계공작법에 대해서
[기계공작법] 4대 기계공작법에 대해서 목 차 주조 절 삭 가 공 소 성 용 접 [주 조 ] 주물을 만들기 위하여 실시되는 작업으로 주물의 설계, 주조 방안의 작성, 모형(模型)의 작성, 용해 및 주입, 제품으로의.. -
[기계공작법] 볼트와 너트의 공정과 특징
[기계공작법] 볼트와 너트에 대해서 목 차 1.육각볼트와 너트의 공정방법 2.회사별 공정방법 1)한국소켓센타 한산스크류[주] 2)대광금속 3)삼오 4)정금화스너공업(주) 1.육각볼트와 너트의 공정방법 냉간단조 공.. -
[기계공작법] CNC 및 CNC 선반 - CNC개념과 CNC 선반에 대해서
CNC 및 CNC 선반 - CNC개념과 CNC 선반에 대해서 ● CNC의 개요 CNC란 Computerized Numerical Control의 줄임말로써, 컴퓨터에 의한 수치제어를 말한다. 마이크로 컴퓨터를 내장한 수치제어 장치(NC). 유명한 것.. -
기계공작법
1. (lathe - 선반) 공작기계 중에서 가장 역사가 오래되며, 많이 사용되는 대표적인 것이다. H.모즐리가 근대적인 미끄럼공구대가 붙은 선반을 1877년 완성한 후, 바이트를 사용하는 작업을 사람의 손으로부터 기.. -
기계공학
##기계공학 기계 및 관련장치 설비의 설계 ·제작 ·성능 ·이용 ·운전 등에 관하여 기초적 ·응용적 분야를 연구하는 공학. 기초부문에는 재료의 강도(强度)와 변형을 다루는 재료역학, 외력이나 운동에 의해 생기.. -
기계공작법[1. 최근의 신소재의 종류와 용도, 2.제품생산 공정도]
기계공작법 #1. 최근의 신소재의 종류와 용도 #2. 제품 생산 공정도 #1. 최근의 신소재의 종류와 용도 -21C기에 접어든 지금, 예전 산업혁명이 일어나던 18세기와 비교해 엄청나게 많은 발전을 거듭해왔다. 기.. -
[최종합격] 한양대 에리카 ERICA 기계공학과 자기소개서와 면접자료
한양대학교 ERICA캠퍼스 기계공학과는 첨단 기계설계, 자동화, 스마트 제조 분야에서 국내외에서 우수한 연구성과를 내며 산학협력과 현장 중심 교육에 집중하는 명문학과로서, 기술혁신을 주도하는 인재양성에 탁.. -
UNIST 울산과학기술원( U-WURF U-SURF) 기계공학 자기소개서와 합격후기
UNIST 울산과학기술원(U-WURFU-SURF) 기계공학자기소개서와 합격 후기 W ritedownaboutyourself. W ritedownyou rresearchexperience Iamapersonwhovaluesprecisionandcontinuousself-imp rovement.Ihaveconsisten.. -
삼성 테크원 합격 연구직 합격 자기소개서, 합격 자소서, 합격 예문.
Report (삼성 테크원 합격 연구직 합격 자기소개서, 합격 자소서, 합격 예문.삼성 테크원 합격 연구직 합격 자기소개서, 합격 자소서, 합격 예문. ) 목 차 1. 성장과정 2. 나의 장, 단점 3. 입사 후.. -
기계공작법 report
제가 선정한 제품은 사진기(디지털 카메라) 부품 중의 렌즈 캡입니다. 렌즈 캡은 먼지나 외부 충격으로부터 렌즈를 보호하기 위한 렌즈 커버이고, 이것은 다이캐스팅(die casting) 주조법으로 생산됩니다. 저는 평..

